Gantry Movable High-speed Plate Drilling machine, PMD2525, PMD3030, PMD5050, PMD8080

Apply scope:
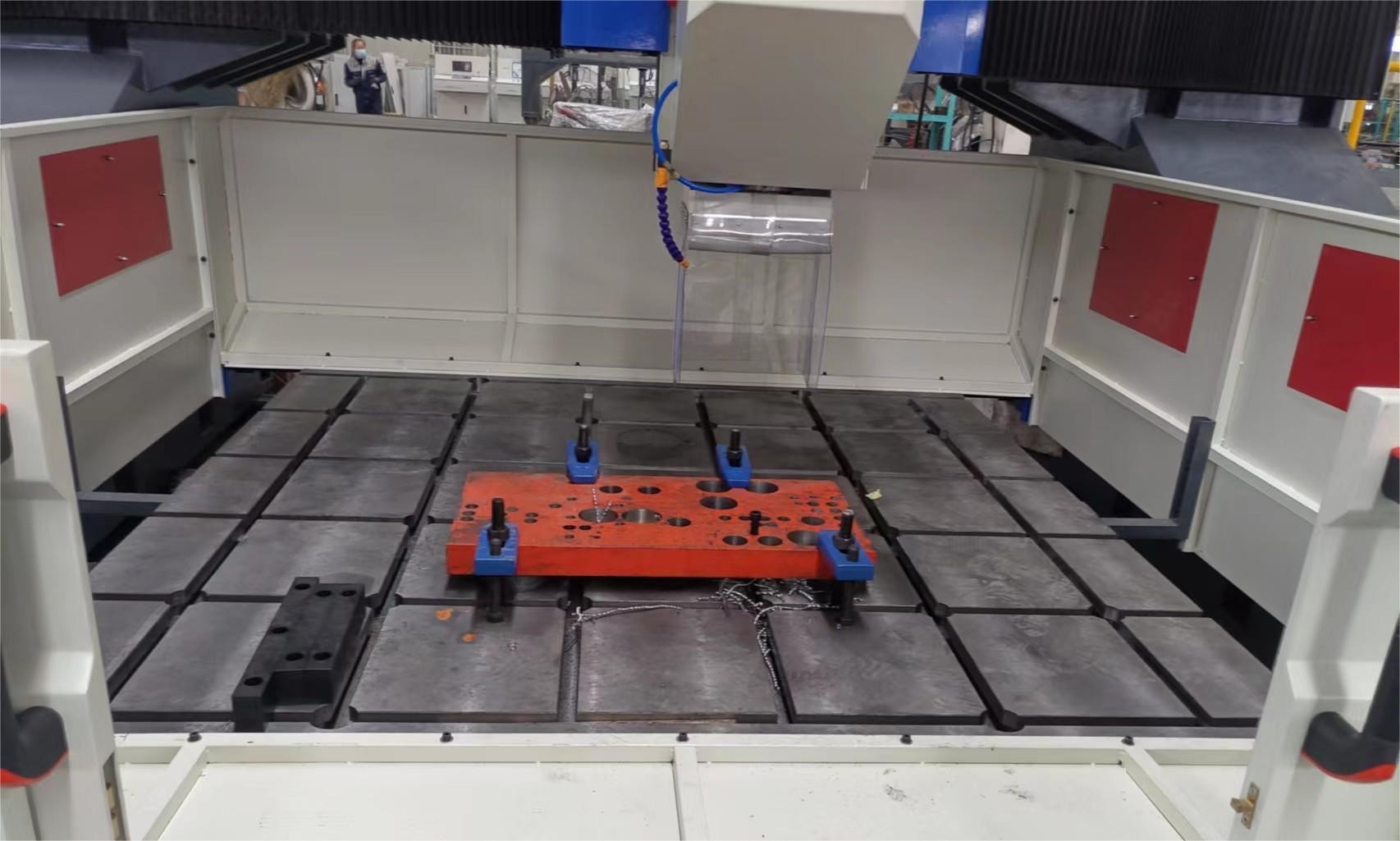
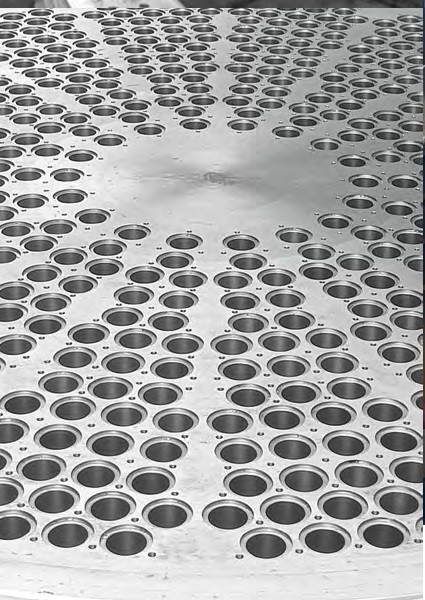
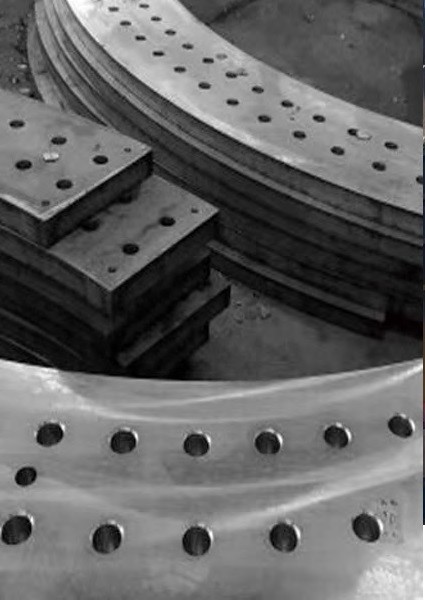
This machine is a gantry mobile CNC high-speed drilling and milling machine, which is mainly used for drilling, tapping and milling of flanges, heat exchangers, tube plates, rotary supports and other workpieces. It can not only use carbide drills for internal cooling high-speed drilling, but also use high-speed steel Twists drills for external cooling drilling. The process is CNC controlled, which is very convenient to operate and can achieve automated, high-precision, and multi variety batch production.



Product structure characteristics:
1.The machine mainly consists of the base and the longitudinal slide table,gantry and the horizontal slide table,the vertical sliding pillow drilling power box,the work table,the electric control system,the hydraulic system,the cooling system,the chip remover system,the centralized lubrication system and so on.
2.The base and worktable are made of high quality gray iron (HT300)by casting,After two times of tempering heat treatment to remove the stress.It is features good dynamic and static rigidity and small deformation.

3.In order to eliminate the resonance during drilling and extend the using life of the drilling head, the machine body and table are independent.

3. The left and right shells of the rack are placed longitudinally. After the concrete solidifies, anchor bolts are fixed to the equipment base, and three layers of adjustment pads are adjusted.
4. Install two RGW45CC precision roller pair guides on each of the two racks, with one set of precision roller pair (BFU5010) installed in the middle of the two guides, and a screw bracket installed in the middle of the screw pair. A high-quality vertical moving platform is installed on each pair of guide rails, and an AC servo motor with high inertia and sensitive braking is installed at each end of the rack.


5. The mobile gantry adopts a cast structure which is made of HT350 material and a guide rail with a different surface structure. It undergoes two rounds of heat treatment to remove stress. The two left and right legs of the gantry are installed on the column slides of the two beds. The two sets of high inertia AC servo motors on the left and right beds synchronously drive two precision ball screw pairs to drive the CNC sliding table and gantry to move longitudinally (X1 axis and X2 axis). Two sets of linear guide rails on the left and right beds ensure high positioning accuracy and repeated positioning accuracy.

Cross beam guide way is located in the difference surface to increase span, decompose stress

4.Two precision roller linear guide rail are installed on the bed in two sides, one set of precision ball screw pair is installed in the middle, one set of high-quality gray iron casting CNC slide table is installed on the guide pair, and one set of large AC servo motor is installed on the end of the bed.
5.The spindle motor uses a special servo motor to drive the spindle through the synchronous belt, stepless speed regulation, low speed torque,can withstand heavy cutting load,and can be suitable for high-speed machining of hard alloy tools.

6. The vertical CNC feed ram type power head is cast with high-quality gray iron (HT350) for both the vertical slide and the power head ram. Adopting a four track layout. More stable force. The spindle motor of the power head adopts a dedicated servo motor for the spindle, which drives the spindle through a synchronous belt. It has high low-speed torque and can withstand heavy cutting loads, as well as be suitable for high-speed machining of hard alloy tools. Realize the integration of drilling, tapping, and milling. Equipped with a spindle torque detection sensor, it can set the cutting torque value to automatically stop drilling when the tool is severely worn or chipped, preventing further drilling and the occurrence of unqualified holes.

Four guide rail layout ram
7. The main axis of drilling is Taiwan precision spindle (internal cooling),the main axis cone hole BT50,with a butterfly spring automatic broaching mechanism,through the rod to install the drill or milling cutter,the hydraulic cylinder loose knife,the replacement tool is very convenient.
8. CNC system of this machine tool adopts a complete set of Siemens 808D bus version control system, equipped with RS232 interface and LCD display screen upper computer. The drilling coordinates can be directly converted into CAD/CAM, and the system panel and upper computer are placed side by side, facilitating programming, storage, display and communication. The operation interface has functions such as human-machine dialogue, error compensation, and automatic alarm.

9. This machine tool is equipped with our company's self-developed CAD drawing conversion software, and drilling does not require manual programming. The machining program can be automatically generated by inputting the workpiece hole position using a keyboard or CAD floppy disk. Equipped with pre drilling and re inspection functions, easy to operate.
Technical parameters:
Model | PMD3030 | PMD3030/2 | PMD4040/2 | PMD5050/2 |
Processing size | L xW | 3000x3000mm | 4000x4000mm | 5000x5000mm |
Max. thick. | 300mm |
Ram type drilling and milling powered head | Quan. of spindle | 1个 | 2个 | 2个 | 2个 |
Spindle taper | BT50(inner cooling) |
Speed of spindle | 120-3200r/min |
Stroke of spindle | 500mm |
Max. drilling dia. | ¢60mm twist drill /¢40mm hard alloy |
Max. tapping dia. | M32mm |
Power of motor of spindle | 18.5 KW /22 KW /30 KW /37KW |
Spindle torque | 180/240/360 n≤600r/min |
Distance under the shaft | 280-780mm |
Gantry longitudinal movement (X-axis) | Max. stroke | 3000mm | 4000mm | 5000mm |
X-axis moving speed | 16m/min |
Power of X-axis servo motor | 2x3KW |
Power head lateral movement(Y-axis) | Max. stroke | 3000mm | 4000mm | 5000mm |
Y-axis moving speed | 16 m/min |
Power of Y-axis servo motor | 3KW | 2x3KW | 2x3KW | 2x3KW |
Vertical ram feed motion(Z-axis) | Max. stroke | 500mm |
Z-axis feeding speed | 10 m/min |
Power of Z-axis servo motor | 3KW | 2x3KW | 2x3KW | 2x3KW |
Precision of position | X.Y axis | ≤0.025/500mm |
Precision of repeating position | X.Y axis | ≤0.015/500mm |
Chip removal and cooling method | Chip removal | Flat chain |
Quan. of chip removal | 2pcs |
Speed of chip removal | 1m/min |
Power of motor of chip removal | 2x0.75kw |
Power of motor for inner cooling pump | 3kw |
Power of motor for outer cooling pump | 1kw |
Auto. lubrication | Lubrication pressure | 2MPa |
Oil of lubrication point | 0.1ml |
Lubrication cycle | 6-10min |
Electrical system | CNC control | Siemens808D | Siemens 828D | Siemens 828D | Siemens 828D |
Dimension | L×W×H | 7x6x3.5 | 8x7x3.5 | 10x8x3.5 |
Weight of machine | T | 32 | 36 | 48 | 60 |
Spare parts brand:
No. | Name of spare parts | Manufacturer | Country |
1 | Control system | Siemens 808D | China |
2 | Servo motor and driver | Siemens | China |
3 | Spindle | Kenturn | Taiwan |
4 | Ball Screw | TBI | Taiwan |
5 | Linear Guide and |
|
|